Фрезеровка головки блока цилиндров
Фрезеровка головки блока цилиндров
От состояния сопрягаемой поверхности ГБЦ зависят параметры, а в некоторых случаях и работоспособность двигателя. Технический центр «Автогидравлика» предлагает услуги по фрезеровке головки блока цилиндров силовых агрегатов отечественного и иностранного производства. Компания располагает необходимым станочным парком, работы выполняются высококвалифицированными мастерами с большим стажем.
ГБЦ представляет собой крупный конструкционный узел, закрывающий сверху блок цилиндров и формирующий верхнюю плоскость камеры сгорания. Работает в условиях высоких механических нагрузок и подвергается большим термическим воздействиям. В зависимости от марки и модели двигателя может изготавливаться из алюминия или серого чугуна методом отливки, с последующей точной механической обработкой поверхностей.
Необходимость фрезеровки ГБЦ
При работе силового агрегата головка блока цилиндров нагревается, после выключения - остывает, что приводит к возникновению остаточных напряжений. Фрезеровка проводится для привалочной (сопрягаемой) поверхности ГБЦ в двух случаях:
- При проведении тюнинга мотора. Уменьшение высоты узла приводит к повышению степени сжатия и увеличению мощности и крутящего момента.
- В ходе капитального ремонта головки блока. Несоблюдение последовательности операций при демонтаже или установке узла обычно приводит к деформации узла.
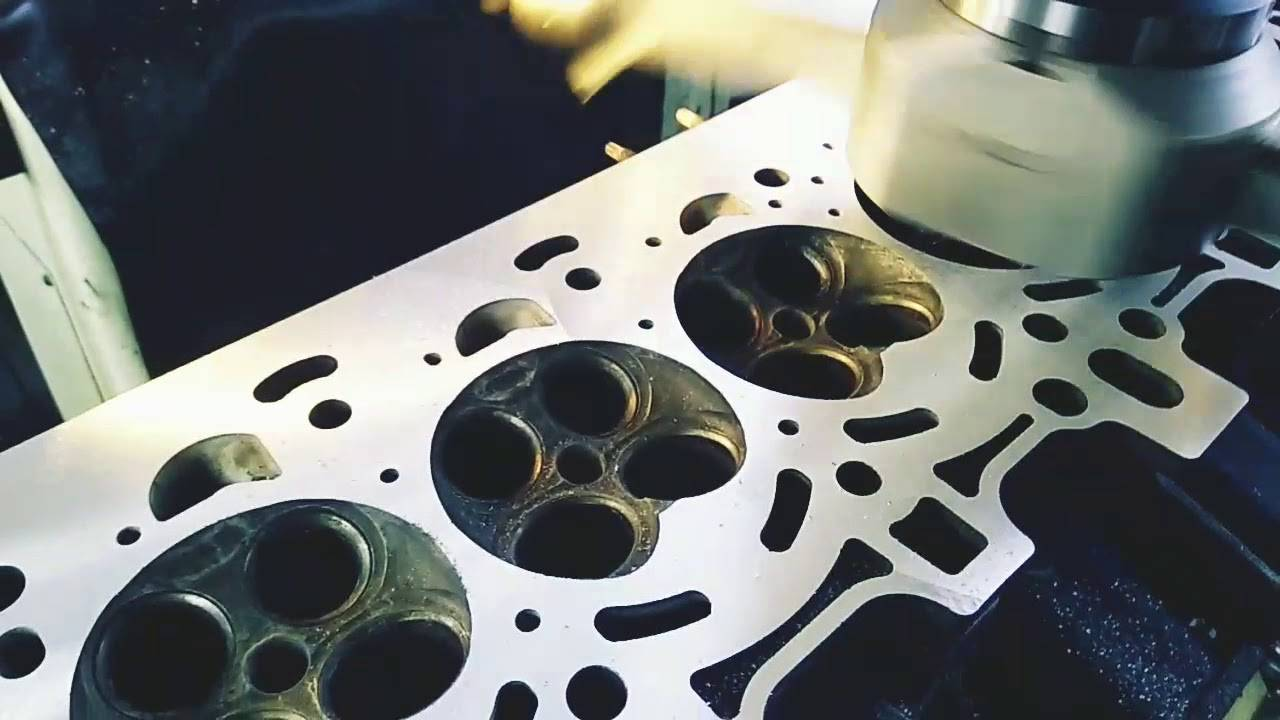
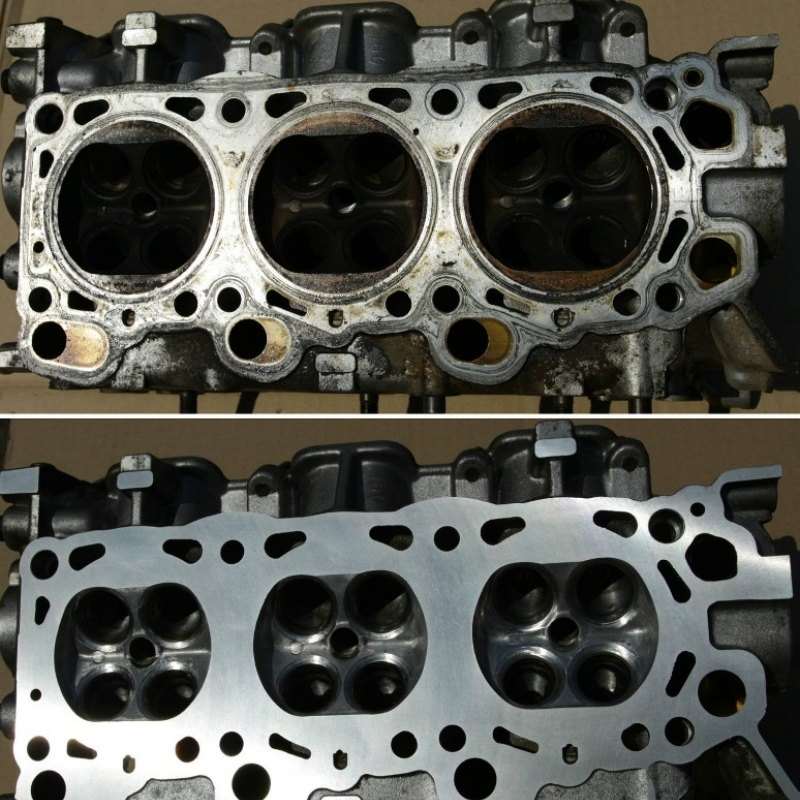
В ходе эксплуатации автомобиля необходимо тщательно следить за уровнем охлаждающей жидкости в системе. При перегреве происходит коробление головки, что становится причиной нарушения герметичности стыка между нею и блоком цилиндров. В результате наблюдается наружная и внутренняя утечка антифриза с попаданием в картер, а также прорывы продуктов сгорания. Следы нагара хорошо видны на наружных поверхностях.
Порядок работ по фрезеровки головки блока цилиндров
Механическая обработка ГБЦ проводится в условиях специализированной мастерской с использованием высокоточного оборудования. Фрезерование в процессе ремонта головки блока цилиндров выполняется в такой последовательности:
- С привалочной поверхности удаляются остатки старой уплотнительной прокладки.
- Производится подготовка ГБЦ к обработке на станке.
- Выполняется операция фрезерования конструкционного узла.
- Проводится проверка плоскостности головки блока.
При правильном выполнении работ обеспечиваются отклонения прилегающей поверхности ГБЦ от идеальной плоскости, не превышающие допустимых значений. Это необходимо для достижения полной герметичности камеры сгорания двигателя и исключения возможности утечки эксплуатационных жидкостей.
Очистка поверхности от старок прокладки
В процессе демонтажа головки блока часть уплотнительного элемента прикипает к ней и перед фрезеровкой ее необходимо удалить без остатка. Для этих целей используются мелкозернистый точильный камень или обычный нож. При проведении работ следует быть аккуратным и соблюдать осторожность, нельзя доводить до глубоких царапин на поверхности.
В случае использования точильного камня траектория его движения должна быть в виде восьмерки. Перемещать инструмент необходимо максимально плавно без резких движений и сильного нажима. По завершении процесса на сопрягаемой плоскости не должно оставаться ни малейших фрагментов уплотнительного элемента.
Подготовка ГБЦ к механической обработке
Перед фрезерованием проверяется плоскостность головки блока с помощью длиной стальной линейки и набора щупов. Измерительный инструмент устанавливается вертикально сначала по одной, а затем по другой диагонали. Смотрим на просвет и подбираем щуп, который вставляется между линейкой и привалочной поверхностью. Этот метод позволяет грубо оценить уровень деформации, которая чаще всего наблюдается в зоне камеры сгорания или в местах прогорания прокладки.
Дополнительно ГБЦ проверяется на предмет наличия микротрещин. Делается это с помощью специальной жидкости с высокой проникающей способностью, содержащей красящий пигмент. Состав наносится на сопрягаемую поверхность и оставляется на 5-10 минут. Смесь просачивается в микротрещины и после протирания детали ветошью дефекты становятся хорошо заметными.
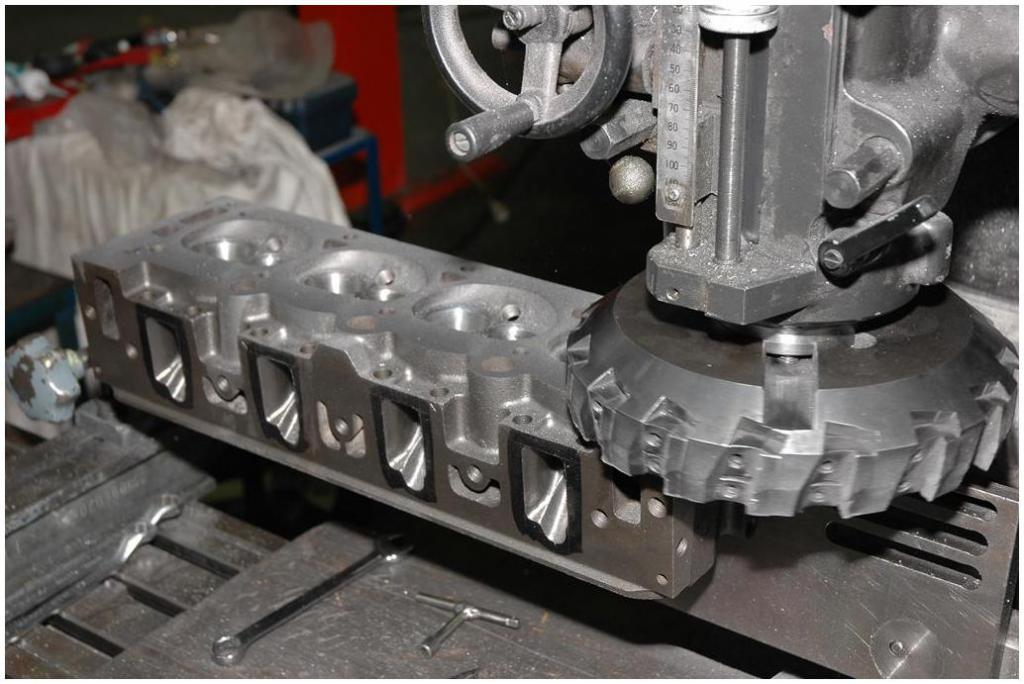
Используемые инструменты
Для фрезеровки деформированной головки блока цилиндров применяются торцевые фрезы, на которых закреплены пятигранные пластины. Режущий инструмент изготавливается по ГОСТ 26595-85 и предназначается для черновой или получистовой обработки деталей, изготовленных из чугуна и сталей различных марок.
Допускается применение торцевых трехпластинчатых фрез без стружколома, сделанных из сплавов Т15К6 или Т5К10. После черновой обработки осуществляется доводка поверхностей с помощью мелкозернистой наждачной бумаги (800-1200). После фрезерования достигается допустимый параметр шероховатости Ra 3.2.
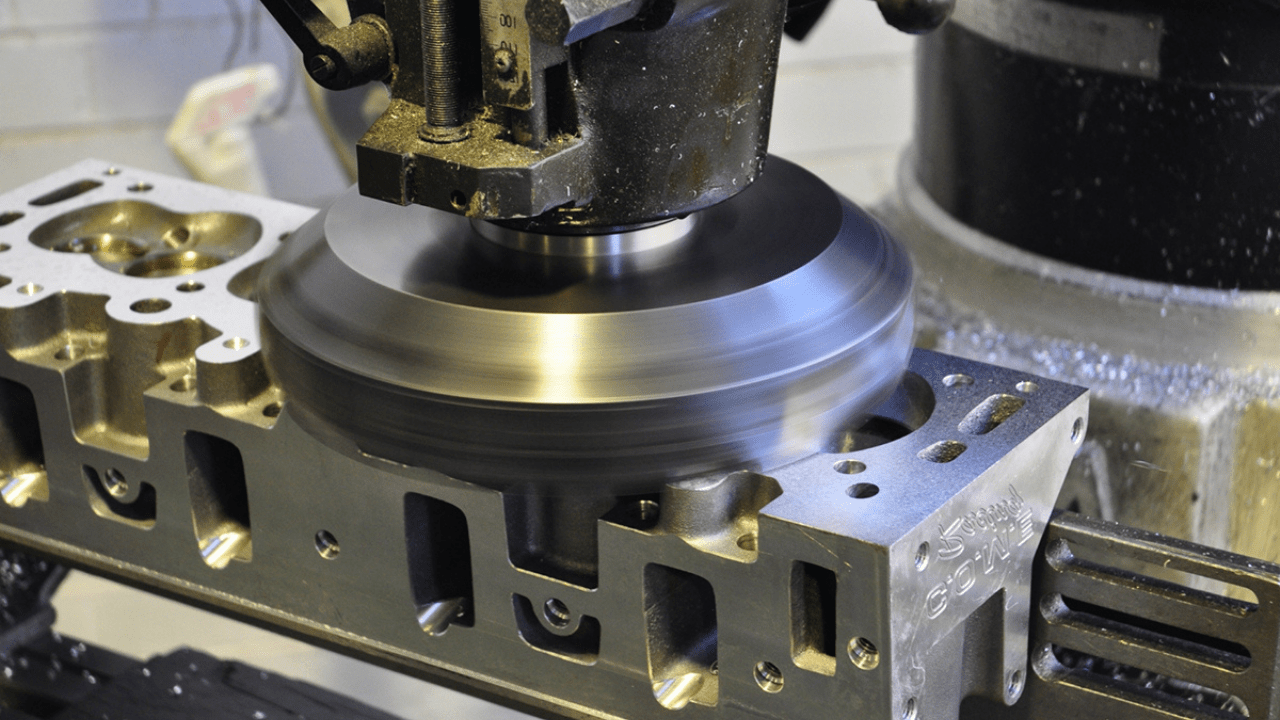
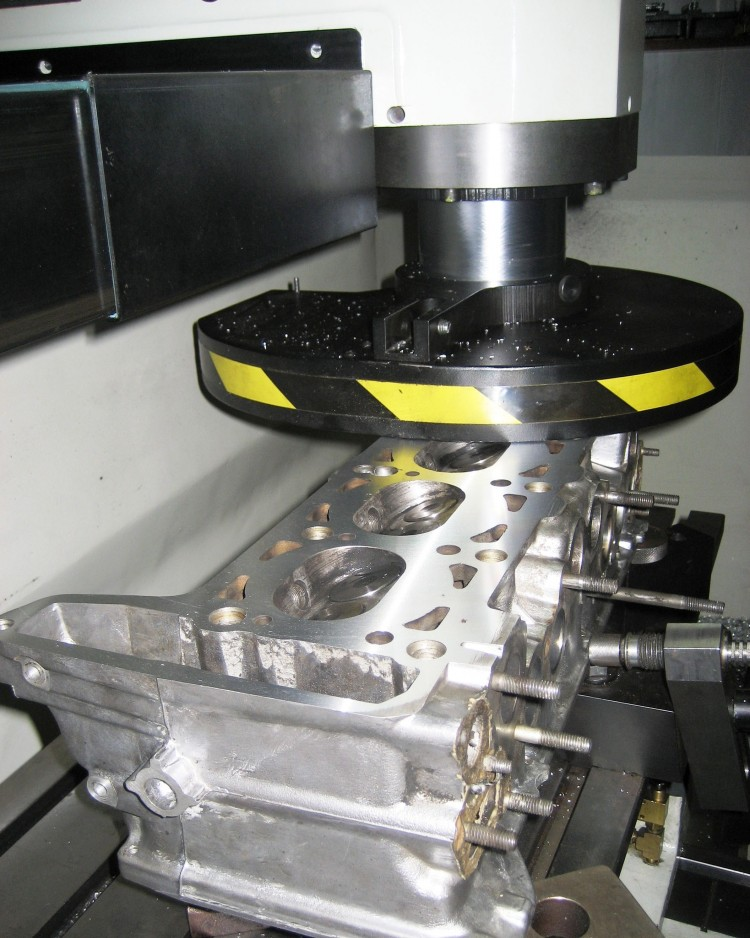
Особенности проведения работ по фрезерованию головки блока цилиндров
Механическая обработка сопрягаемой поверхности производится на шлифовально-фрезерных станках. При проведении работ на головке блока цилиндров необходимо учитывать следующие особенности данной операции:
- Глубина шлифовки не должна превышать показателей, установленных заводом изготовителем двигателя.
- По завершении работ в обязательном порядке проводится проверка плоскостности конструкционного узла.
- В случае превышения максимальной глубины механической обработки потребуется замена ГБЦ.
В нашем техцентре «Автогидравлика» производится фрезеровка головки блока цилиндров по ценам существенно ниже среднерыночных. Предварительная запись проводится по телефону или через интернет. Наши специалисты бесплатно проконсультируют вас по техническим и организационным вопросам.
